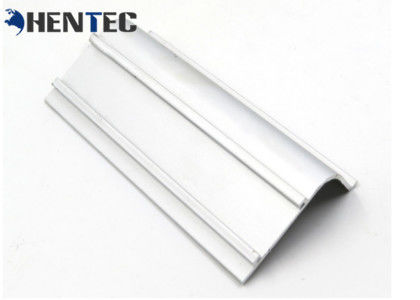
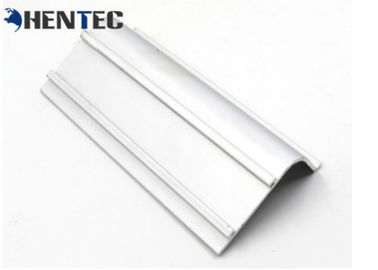
6063 / Anodisation en aluminium standard de 6061 profils d'extrusion/électrophorèse
Notre machine d'extrusion de la catégorie 4500T nous permettent de produire n'importe quelle section à moins de 400*150mm et de φ360.
Vos dessins sont certainement bien accueillis.
Indication des prix : lingot en aluminium de base, coût d'extrusion, coût de surfaçage et extra.
Nous fournissons également les systèmes de la meilleure qualité entièrement assemblés de window&door de catégorie.
L'information :
1. matériel : Alliage d'aluminium 6063, 6061.
2. humeur : T5, T6.
3. norme de qualité : DIN ; AAMA ; AS/NZS ; CHINAGB.
4. préparation de surface : La finition de moulin, anodisée, saupoudrent le grain enduit et en bois, poli, balayé, l'électrophorèse, etc.
5. couleur avalilable : N'importe qui est disponible basé sur vos échantillons de couleur.
6. détails de emballage : Film craintif ; Plastique et papier d'emballage ; Palette en bois
Emballage de carton ; Par les exigences de client.
Description :
|
Article
|
Profil d'aluminium de construction
|
|
Matériel
|
Alliage 6063, 6061 ou selon le choix du client
|
|
Humeur
|
T3, T4, T5, T6
|
|
Surface
|
Anodisez (clair, satin, bronze, noir, d'or, argent, l'autre multicolore), électrophorèse, revêtement de poudre, revêtement de PVDF, peinture du bois de grain, etc.
|
|
MOQ
|
1 tonne. Habituellement 12 tonnes pour un conteneur de 20 pieds ; 24 tonnes pour un conteneur de 40 pieds.
|
|
Type de profil
|
Profil en aluminium d'industrie utilisé dans industriel de voitures, de trains machines, de remorques, d'électronique, médical et autre classés.
|
|
Usinage
|
1. fraisage ; 2. forage ; 3. recourbement ; 4. coupure…
|
|
Moulage
|
1. Utilisant nos moules, libres ; 2. Utilisant le dessin du client, le besoin d'honoraires de moule d'ouverture d'être payé.
|
|
Certificat
|
ISO14001 : 2004, ISO9001 : 2000
|
|
Port FOB
|
Changhaï, etc.
|
Produits principaux :
Aluminium anodisé, aluminium électrophorétique de revêtement, aluminium électrostatique de revêtement de poudre et aluminium de pont cassé par barrière de l'oxygène, brique en bois en aluminium, aluminium de revêtement de PVDF, fenêtre de glissement, série de tissu pour rideaux, chaque série thermique de pont, série générale de décoration, série de rideau, série industrielle de profil.
Caractéristiques :
1) Composition chimique
|
Alliage
|
SI
|
Fe
|
Cu
|
Manganèse
|
Magnésium
|
Cr
|
Zn
|
Ti
|
Impureté
|
Al
|
|
6063
|
0.2-0.6
|
0,35
|
0,1
|
0,1
|
0.45-0.9
|
0,1
|
0,1
|
0,1
|
0,15
|
Repos
|
|
6061
|
0.4-0.8
|
0,7
|
0.15-0.4
|
0,15
|
0.8-1.2
|
0.04-0.35
|
0,25
|
0,15
|
0,15
|
Repos
|
|
6060
|
0.3-0.6
|
0.1-0.3
|
0,1
|
0,1
|
0.35-0.6
|
-
|
0,15
|
0,1
|
0,15
|
Repos
|
|
6005
|
0.6-0.9
|
0,35
|
0,1
|
0,1
|
0.40-0.6
|
0,1
|
0,1
|
0,1
|
0,15
|
Repos
|
2) Propriété mécanique
|
Alliage
|
Humeur
|
Résistance à la traction
|
Limite conventionnelle d'élasticité
|
Élongation
|
|
6063
|
T5
|
≥ 160Mpa
|
≥ 110Mpa
|
≥ 8%
|
|
T6
|
≥ 205Mpa
|
≥ 180Mpa
|
≥ 8%
|
|
6061
|
T6
|
≥ 265Mpa
|
≥ 245Mpa
|
≥ 8%
|
Avantage compétitif :
1) Conception technique et appui.
2) Profils en aluminium traitant profondément : coupant, poinçonnant, forant, fraisant, et fabriquant.
3) Système de haute qualité, strictement inspection pendant la production et inspection entière avant paquet.
4) Bonne représentation, garantie de produit pendant 15 années.

Processus de fabrication en aluminium de profil :
Il inclut principalement trois processus du bâti, de l'extrusion et de la coloration (la coloration inclut principalement : oxydation, revêtement électrophorétique, revêtement de fluorocarbone, revêtement de poudre, transfert en bois de grain, etc.).
1. La fonte et le moulage est le premier processus de la production en aluminium.
Le processus principal est :
(1) ingrédients : Calculez la quantité de divers composants d'alliage selon les catégories spécifiques d'alliage qui doivent être produites, et raisonnablement matières premières de match de diverses.
(2) fusion : Les matières premières préparées sont ajoutées au four de fonte pour fondre selon les conditions de processus, et les impuretés et les gaz dans la fonte sont effectivement enlevés par des moyens de raffinage de dégazage et de scories.
(3) moulage : Le liquide en aluminium fondu est refroidi et fonte dans de diverses tiges rondes de bâti dans une condition de traitement de certain bâti par un système de bâti de puits profond.
2. Extrusion :
L'extrusion est le moyen de la formation de profil. Premièrement, le moule est conçu et fabriqué selon la section du produit de profil, et la tige passionnée de fonte de rond est expulsée du moule par une extrudeuse. L'alliage utilisé généralement de la catégorie 6063 est également soumis à un refroidissement par l'air éteignant le processus et un processus vieillissant artificiel après extrusion pour accomplir le traitement thermique renforçant. Les différentes catégories des alliages renforcés traitables de la chaleur ont différents régimes de traitement thermique.
3. Coloration (ici principalement sur le processus d'oxydation)
Oxydation : Le profil expulsé d'alliage d'aluminium a une basse résistance de corrosion superficielle et doit être surface traitée par l'anodisation pour augmenter la résistance à la corrosion, la résistance à l'usure et l'aspect de l'aluminium.
Le processus principal est :
(1) traitement préparatoire extérieur : La surface du profil est nettoyée par des moyens de produit chimique ou d'examen médical d'exposer un substrat pur pour faciliter l'obtention d'un à pellicule d'oxyde artificiel complet et dense. Il est également possible d'obtenir une surface (mate) spéculaire ou mate par des moyens mécaniques.
(2) anodisation : Après qu'extérieur le traitement préparatoire, dans certaines conditions de traitement, la surface du substrat est anodisé pour former un film dense, poreux, fort d'adsorption.
(3) scellage : Les pores des pores de l'à pellicule d'oxyde poreux constitué par l'anodisation sont fermés, de sorte que l'à pellicule d'oxyde soit empêché de l'contamination, et la résistance à la corrosion et la résistance à l'usure sont augmentées. L'à pellicule d'oxyde est sans couleur et transparent. À l'aide de la propriété forte d'adsorption de l'à pellicule d'oxyde avant le scellage, quelques sels en métal sont adsorbés et déposés dans les pores du film, de sorte que l'aspect du profil montre à beaucoup de couleurs autres que la couleur naturelle (blanc argenté), comme le noir, le bronze, l'or et l'acier inoxydable.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!