6063 / 6061 Profiles d'extrusion en aluminium standard Anodisation / électrophorèse / peinture en poudre
Notre machine d'extrusion de qualité 4500T nous permet de produire n'importe quelle section dans un rayon de 400*150mm et φ360.
Vos dessins sont vraiment les bienvenus.
Indication des prix: lingot d'aluminium de base, coût de l'extrusion, coût de revêtement de surface et supplément.
Nous fournissons également des systèmes de fenêtres et de portes entièrement assemblés de qualité supérieure.
Définition:
| Produit |
Profil d'extrusion en aluminium |
| Matériel |
6063, 6061, 6005, 6082 |
| Température |
T4 / T5 / T6 / T66 |
| Traitement de surface |
Couche en poudre en couleur RAL, anodisation ((AA10/15/20/25), sablage, brossage, passivation, écran à soie, polissage mécanique/chimique, revêtement en grains de bois / transfert de bois, galvanisation,(Nickel/étain/chrome/cuivre), PVDF, Matt, et ainsi de suite. |
| Forme |
Plate/carré/ronde/cauleuse/ovale/triangle
Le type U/type L/type T/type H |
| Processus profond |
Extrusion de profilés d'aluminium, fraisage précieux, coupe, poinçonnage, pliage, tapotement, perçage, tour CNC, etc.
Tolérance: la longueur peut être de ± 0,2 mm, le trou peut être de ± 0,05 mm. |
| Épaisseur de paroi |
> 0,9 mm |
| Taille de la section |
Carré: ≤ 150*150 mm |
| Rectangle: ≤ 250*50 mm |
| Ronde: ≤Je ne sais pas.170 mm |
| Le paquet |
un revêtement en papier plastique/PE à l'intérieur, avec chaque pièce entrelacée;
Partie extérieure fixée par contreplaqué ou palettes avec marque de transport;
Ou selon les besoins. |
| Délai de livraison |
15 à 25 jours après le dépôt |
Procédure:La conception - la fabrication - l'extrusion - la coupe -Le traitement CNC...Traitement de surface -- Emballage
Applications:
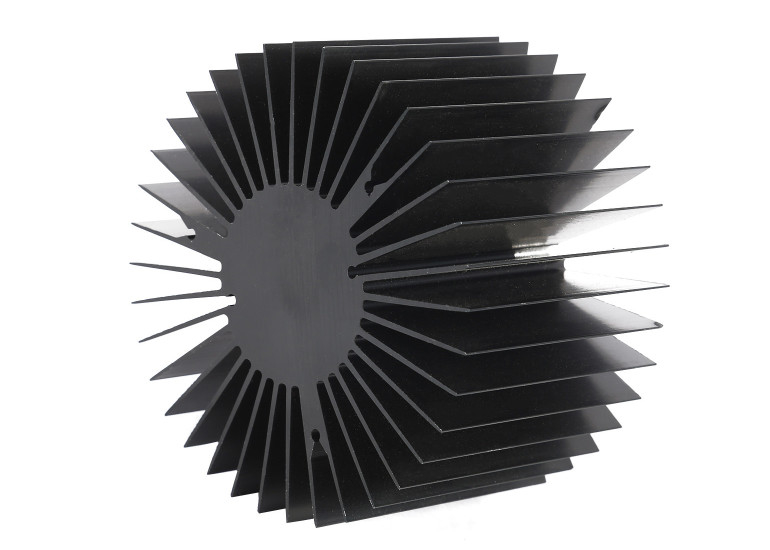
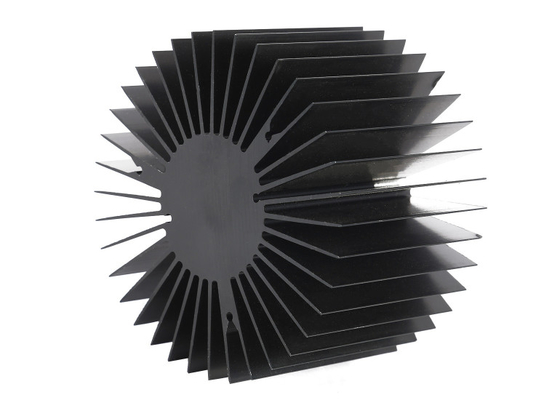
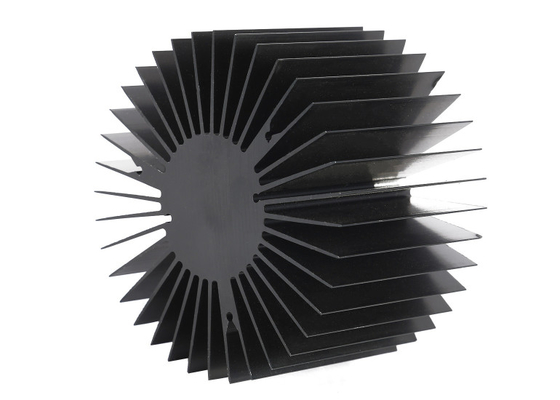
Industrie Profil d'aluminium utilisé dans les voitures, les trains, les machines, l'électronique, les produits médicaux et autres produits industriels.Les cadres en aluminium sont adoptés comme matériaux auxiliaires importantsNous avons également des profilés en aluminium pour les radiateurs, les machines de fitness, les bâtiments, les instruments d'éclairage, les conduites aériennes, les oléoducs, par exemple.
Les spécifications:
1) Composition chimique
|
Alliage
|
Je sais.
|
Le Fe
|
- Je vous en prie.
|
Nom de l'entreprise
|
M.g.
|
Cr
|
Zn
|
- Je vous en prie.
|
Impureté
|
Je vous en prie.
|
|
6063
|
0.2 à 0.6
|
0.35
|
0.1
|
0.1
|
0.45 à 0.9
|
0.1
|
0.1
|
0.1
|
0.15
|
Reposez-vous
|
|
6061
|
0.4 à 0.8
|
0.7
|
0.15 à 0.4
|
0.15
|
0.8-1.2
|
0.04 à 0.35
|
0.25
|
0.15
|
0.15
|
Reposez-vous
|
|
6060
|
0.3 à 0.6
|
0Un à un.3
|
0.1
|
0.1
|
0.35 à 0.6
|
-
|
0.15
|
0.1
|
0.15
|
Reposez-vous
|
|
6005
|
0.6 à 0.9
|
0.35
|
0.1
|
0.1
|
0.40 à 0.6
|
0.1
|
0.1
|
0.1
|
0.15
|
Reposez-vous
|
2) Propriétés mécaniques
|
Alliage
|
Température
|
Résistance à la traction
|
Résistance au rendement
|
L'allongement
|
|
6063
|
Le T5
|
≥ 160 MPa
|
≥ 110 MPa
|
≥ 8%
|
|
T6
|
≥ 205 MPa
|
≥ 180 MPa
|
≥ 8%
|
|
6061
|
T6
|
≥ 265Mpa
|
≥ 245Mpa
|
≥ 8%
|
Avantages concurrentiels:
1) Conception et soutien technique.
2) Traitement en profondeur des profilés en aluminium: découpe, perçage, perçage, fraisage et fabrication.
3) Système de haute qualité, inspection stricte pendant la production et inspection complète avant emballage.
4) Bonne performance, garantie du produit pendant 15 ans.

Processus de production du profilé en aluminium:
Il comprend principalement trois procédés de coulée, d'extrusion et de coloration (la coloration comprend principalement: oxydation, revêtement électrophorétique, revêtement au fluorocarbone, revêtement en poudre, transfert de grains de bois, etc.).
1La fusion et la coulée sont le premier processus de production d'aluminium.
Le processus principal est le suivant:
(1) Ingrédients: Calculer la quantité de divers composants d'alliage selon les catégories spécifiques d'alliage à produire et faire correspondre raisonnablement les différentes matières premières.
(2) Fusion: les matières premières préparées sont ajoutées au four de fusion pour fusion selon les exigences du procédé,et les impuretés et les gaz de la fonte sont efficacement éliminés par dégazage et raffinage des scories.
(3) Coulée: le liquide d'aluminium fondu est refroidi et coulé dans diverses tiges rondes sous une certaine condition de coulée par un système de coulée en puits profonds.
2. Extrusion:
L'extrusion est le moyen de formage du profil.et la tige de coulée ronde chauffée est extrudée du moule par une extrudeuseL'alliage de qualité 6063 couramment utilisé est également soumis à un processus de refroidissement par air et à un processus de vieillissement artificiel après extrusion pour compléter le renforcement par traitement thermique.Les différentes catégories d'alliages renforcés traitables thermiquement ont des régimes de traitement thermique différents.
3. colorant (ici principalement sur le processus d'oxydation)
Oxydation: le profil d'alliage d'aluminium extrudé a une faible résistance à la corrosion de surface et doit être traité par anodisation pour augmenter sa résistance à la corrosion.résistance à l'usure et apparence de l'aluminium.
Le processus principal est le suivant:
(1) Pré-traitement de surface: la surface du profilé est nettoyée par des moyens chimiques ou physiques pour exposer un substrat pur afin de faciliter l'obtention d'un film d'oxyde artificiel complet et dense.Il est également possible d'obtenir une surface miroir ou mate par des moyens mécaniques..
(2) Anodisation: après un prétraitement de surface, la surface du substrat est anodisée sous certaines conditions de procédé pour former un film d'adsorption dense, poreux et fort.
(3) Fermeture: les pores des pores du film d'oxyde poreux formé par anodisation sont fermés, de façon à empêcher la contamination du film d'oxyde,et la résistance à la corrosion et à l'usure sont amélioréesLe film d'oxyde est incolore et transparent. En utilisant la forte propriété d'adsorption du film d'oxyde avant l'étanchéité, certains sels métalliques sont adsorbés et déposés dans les pores du film.de sorte que l'apparence du profil montre de nombreuses couleurs autres que la couleur naturelle (blanc argenté), comme le noir, le bronze, l'or et l'acier inoxydable.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!